wbk20(晶粒尺寸 3.0μm):用于铸铁精加工,可转位刀片带有焊接头,“CBN 头” 通过真空焊接牢牢附在刀片刀尖上。
wbk30(晶粒尺寸 10.0μm):用于高金属去除率的 ISO H 组材料加工以及严重断续切削情况下的精加工,也适用于烧结合金的粗加工和精加工。由全 CBN 基材制成,可实现更高的切削速度,从而提高刀片在铸铁加工中的生产率。
wnn10:适用于铝、铜和镁基合金等 ISON 材料的精加工,有 18° 前角的 FN2 槽型适合精加工和易于振动的细长轴。该材质的刀片表面光滑,能减小摩擦,减少积屑瘤和热量产生,具备出色的涂层附着力与较高的硬度,可保证卓越的工艺稳定性和高于平均水平的刀具寿命。
wsm01:包括正型刀片和负型刀片,主要应用领域是镍基和钴基高温合金的精加工和半精加工,也用于不锈钢材料(如奥氏体不锈钢、双相不锈钢)以及加工不锈钢或高硬度的工具钢。例如在航空航天工业中用于加工发动机部件、在医疗行业中用于生产外科器械等。
mu5 槽型刀片:用途广泛,可用于汽车批量生产零部件中的锻钢件(如传动部件、变速箱组件)以及不锈钢材料工件的加工。其正前角宏观槽型具有开放式断屑槽,能减小刀片月牙洼磨损,确保可靠的全自动化批量生产;v 形断屑器可优化断屑性能;波浪型的切削刃有助于提高表面质量。在仿形车削、圆弧车削时能改善断屑性能。
HIPIMS PVD 涂层可转位刀片:
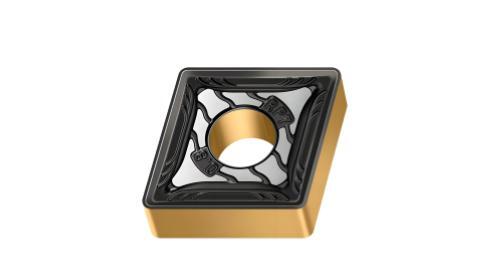
用于加工 ISO K 和 ISO H 组材料的 CBN 刀片:
hu5 槽型刀片:与刀杆有更大的接触面,提高了稳定性,能实现更大的切深、进给率和金属去除率。槽型专为不锈钢和高温合金的重切削粗加工而设计,适用于石油和天然气行业中加工大型阀门或航空航天行业中的 Inconel718、钛材料等。负倒角保护的主切削刃可防止在加工硬质边缘区域时出现断裂,弯曲的切削刃和较深的断屑槽有利于降低切削力和切削温度,刀尖圆角半径区域中的可变前角可实现切屑软变形,提高刀具使用寿命。